The manufacture of gym equipment involves a complex sequence of metallurgical, mechanical, and chemical processes that transform raw steel, rubber compound, and polyurethane into finished strength training and conditioning products. Unlike general furniture manufacturing, fitness equipment must withstand dynamic loading, repetitive impact, corrosion from sweat exposure, and safety-critical failure modes. Understanding the production chain—from material selection through final assembly—equips commercial buyers, facility managers, and private labelers with the technical vocabulary needed to evaluate supplier capability and product longevity before committing capital.
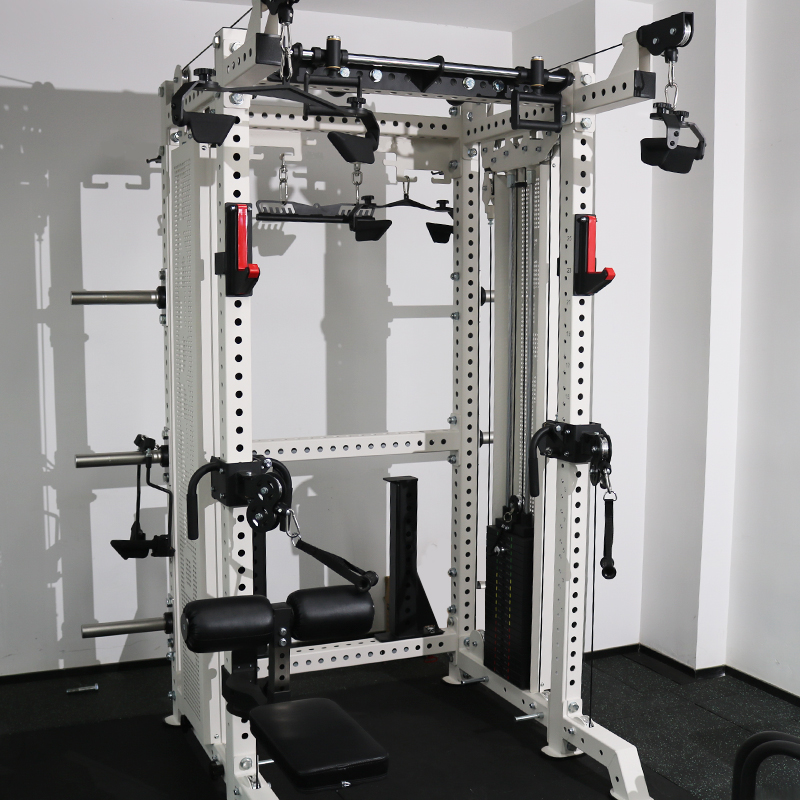
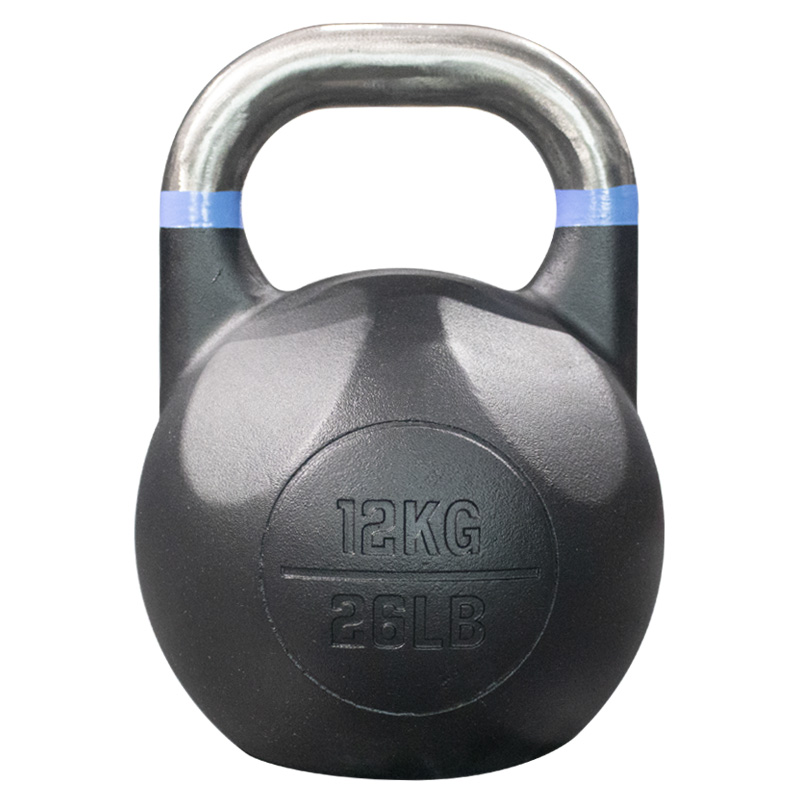
From a metallurgical and processing standpoint, the manufacture of gym equipment diverges significantly by product category. Strength equipment frames (racks, rigs, benches, functional trainers) begin with structural steel tubing, typically ASTM A500 Grade B or C with yield strengths of 46,000–50,000 psi. The production sequence includes laser cutting (achieving hole tolerances within +/- 0.5mm), CNC bending (maintaining consistent angles across batches), robotic MIG welding (penetration depths exceeding 1.5mm with verified wire feed and voltage parameters), and shot blasting (removing mill scale and creating surface profile for coating adhesion). Electrostatic powder coating follows, applying 2.5–3.5 mil thickness of polyester or hybrid resin, cured at 400°F for 10–15 minutes to achieve cross-linking density that resists chipping and corrosion. Weight plate manufacturing follows an entirely different process: cast iron plates use green sand molding or permanent mold casting, with post-casting machining for inner hole tolerance (+0.5mm to +1.0mm for Olympic specification). Bumper plate production requires rubber compounding (natural and synthetic blends with durometer targeting 80–90 Shore A), compression molding or injection molding into plate form, and a multi-step bonding process securing the steel insert—including primer application, adhesive layer, and vulcanization that chemically fuses rubber to metal. Urethane-coated plates add another layer: CNC-machined steel core, surface preparation, then cast polyurethane injection or reaction injection molding (RIM) around the core, creating a durable, quiet, floor-protective surface that resists chipping and cracking under repeated drops.
For procurement professionals qualifying suppliers of manufacture of gym equipment, four quality indicators separate sustainable producers from transactional vendors. Welding documentation reveals process control: professional manufacturers maintain weld procedure specifications (WPS) for each joint type, perform periodic destructive testing (cut, etch, and measure penetration), and retain records for batch traceability. Without documented weld parameters, frame failure risks become unpredictable. Coating thickness verification offers another objective metric: premium manufacturers use eddy current or magnetic gauges to measure powder coating thickness at multiple frame points, targeting consistent 2.5–3.5 mil application. Inconsistent thickness (1.5 mil on some tubes, 5 mil on others) leads to premature corrosion in thin areas and chipping in over-coated zones. Rubber durometer logging separates serious bumper plate producers from commodity suppliers. Each batch of rubber compound should be tested for Shore A hardness—85–90 for durability, 75–80 for quieter operation—with results recorded against batch numbers. Manufacturers unwilling or unable to share durometer data cannot guarantee consistent feel, bounce, or longevity across production runs. Insert pull-out testing completes the evaluation framework for bumper and urethane plates. Representative samples from each batch should be subjected to axial pull tests, recording the force required to separate the steel insert from the surrounding material. Commercial-grade specifications typically require 2,000+ pounds of retention force. Manufacturers providing these test results (rather than generic marketing claims) demonstrate engineering discipline and willingness to be held accountable. For international buyers, local representation becomes equally critical—manufacturers with regional warehouses, trained service technicians, and stocked spare parts inventories reduce downtime from weeks to days when repairs become necessary. The most reliable partners publish service level agreements (e.g., 48-hour parts dispatch, 5-day resolution for critical failures) and provide client references who validate those commitments under actual operating conditions.

Let our experts design the perfect gym solution for your business. Get a free consultation and quote today.